Martin® Impact Cradles Boost Steel Production From 15% to 100%
As production increased at a steel production facility in Mexico, the existing impact cradles started to fail. After inspection, Martin® Impact Cradles were recommended due to the extreme operation conditions. Martin® Impact Cradles had been installed in the client's other mines so they were familiar with the product and knew these impact cradles would solve the problem.
Transfer Point Solutions Result In Safer, More Productive Coal Mining
A coal mining facility in China was experiencing dust and spillage from one of its conveyors. Fugitive dust lowered the air quality, clogged equipment and had the potential to affect workers’ health. Misalignment of the belt caused piles of lost product that had to be cleaned up, reducing system efficiency and wasting labor hours.
Transfer Point Solutions Solve Fugitive Cargo Issues
A cement plant was experiencing increased costs due to fugitive cargo and dust piling around the plant’s petroleum coke conveyor transfer point. The material blocked access, degraded conveyor components and required expensive maintenance. Outsourced labor using rented equipment needed weekly downtime to clean the area, further raising the cost of operation and lowering production.
Spillage Problems Corrected By Transfer Point Redesign
A coal-fired power plant was suffering from extensive spillage and other problems. The plant’s coal-conveying system needed an extensive upgrade, including new belt cleaning systems and improved transfer point systems.
MartinPLUS® Installation Services Redesign Power Plant Transfer Points
An energy company in Lansing, Iowa was facing severe spillage problems in underground loading points. The steel structure on part of conveyor feeding system was shot. It was old and worn out. There were bows and dips in the skirtboard, and it wouldn't stay sealed. This created excessive dust and spillage in the tunnel.
Transfer Point Solutions Resolve Carryback At Kentucky Energy Plant
An energy company in Kentucky was having problems with carryback on their side-by-side transfer belts carrying coal from the central reclaim tunnel to the bunkers. They hired Martin Engineering to find a solution. Martin recommended a variety of belt support, belt sealing, tail protection and dust containment solutions as well as safety accessories.
Martin Transfer Point Products Reduce Risk Of Fire Or Explosion
This power plant had dust and spillage escaping from the coal-handling systems. To boost material-handling efficiency and reduce the risk of fire or explosion, Martin installed taller and longer skirtboard walls, new belt support systems, abrasion-resistant wear liners, and a multi-layer, low-pressure sealing system on the outside of the chute walls.
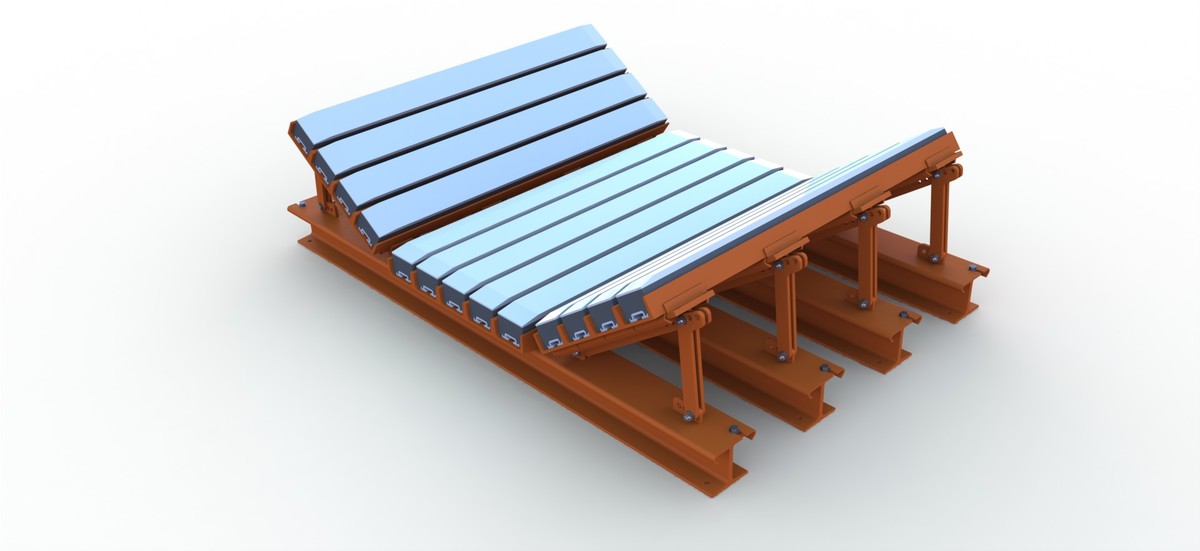
Impact Cradles Minimize Conveyor Belt Damage
A drop of approximately 23 feet onto the belt proved hard on conveyor components, causing excessive wear and damage to both the belt and idlers. Martin® Impact Cradles absorb the impact originating in lumps of material landing on the belt. The cradles prevent impact damage to the belt and other conveyor components and stabilize the belt line to reduce load zone spillage.
Deteriorating Power Plant Needed Material Handling System Redesign
The coal conveying system at the power plant needed refurbishment. Problems included fugitive material arising as dust and spillage, as well as a general deterioration of the condition and performance of the system. Complicating the project was the plant’s need to remain in operation during the work. The plant would need to run the coal handling system almost every day.
Cement Plant Gets Extensive Conveyor System Overhaul
Like most cement manufacturing sites, GCC Dakotah employs an extensive conveyor system to handle raw materials and move finished product. GCC determined that significant upgrades could be made on conveyor transfer points to reduce spillage and dust emissions in the South Dakota facility. The upgrade included six transfer points on four conveyors.
Martin Products Help World's Highest Production Coal-Fired Power Plant
A coal-fired power plant produces over 300,000 tons per day. The plant was having trouble with dust and spillage at the conveyor transfer loading point in addition to excessive spillage and piles of fugitive materials under the conveyor belt. The problem led to manual cleaning and an increase in maintenance costs, resulting in regular and costly down-time and man-hours.
Cement Plant Needed Transfer Point Solutions
Lafarge Cement was experiencing excessive spillage from one of its conveyor belts. The material was a mix of sand and water. Every time the extractor started, a mixture of sand and water discharges and the conveyor belt could not contain the material, in its current design. Martin Engineering was called to inspect the system and recommended a complete upgrade of the transfer points.
Belt Support Products Solve Fugitive Dust And Spillage Problems
A coal plant had spillage and dust issues at two conveyor transfer points, because material was loaded onto the belts traveling 500 fpm with little control over impact or settling. The result was excessive fugitive dust throughout the facility. Inadequate chute control caused spillage to get caught between the belt and rubber tail pulley, damaging both.
Martin Engineering Offers Dependable Solutions When Others Fail
A mine was experiencing dangerous spillage at the loading zone of its tower mounted conveyor. Despite installing equipment from a previous supplier, workers found that dust filled the tower and chunks of raw material spilled from the transfer chute onto the stairs, creating a potential workplace hazard. Twice a month operations had to be disrupted for 12 to 24 hours, so that a 4 to 5 person team could clean spillage.
Recycling Plant Experiencing Impact Damage And Belt Misalignment
Enertec is dedicated to the recycling of car batteries; they triturate and separate the plastic and the lead from the batteries, and then re-use it to manufacture new batteries. Their conveyor belt suffered from impact damage and misalignment. Some of the batteries ran down the back of the chute, which caused damage to the conveyor belt and also to the tail pulley.
Martin Provides Effective Belt Support Solution
A coal-fired plant handling large quantities of synthetic gypsum was experiencing fugitive material problems, with dust and spillage piling up and large chunks of gypsum falling off the belt. Martin technicians determined that inadequate belt support was the primary cause of the problem, allowing material to escape from the transfer point’s loading zone.